
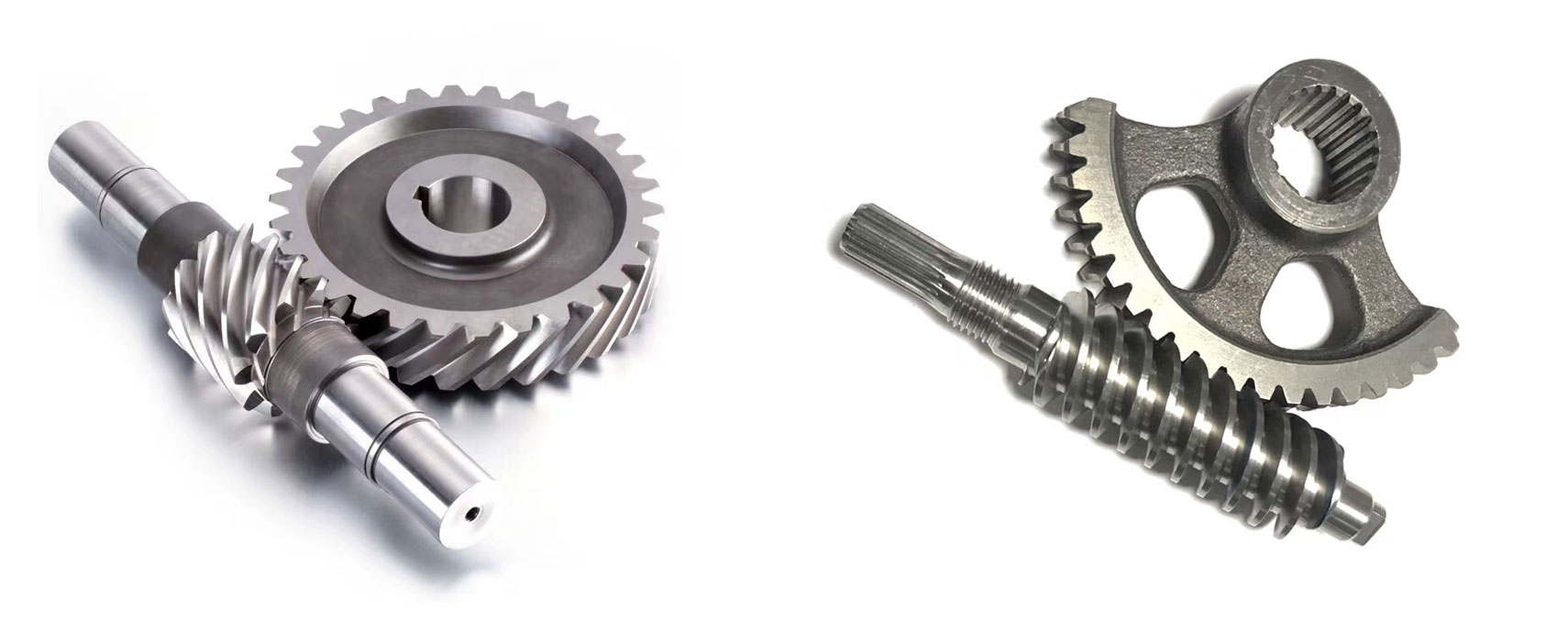


直齿和曲线齿锥齿轮齿部的切削加工有成形法、仿形法和展成法 3种。成形法和仿形法主要用于加工直齿锥齿轮。展成法是利用被切齿轮与假想冠轮相啮合的原理加工。假想冠轮有平面冠轮和平顶冠轮两种(图9) 。平面冠轮是节锥角为90°的锥齿轮,即节锥面为一个平面,齿形为直线的齿轮;平顶冠轮是外锥角为90°的锥齿轮,即外锥面为一个平面,其齿形近似于直线。如将刀具刃形做成假想冠轮的齿形,刃口在空间形成的轨迹即相当于冠轮的一个齿面。当被切齿轮与假想冠轮按啮合关系对滚时,刀具的切削运动便能在齿轮上包络切出正确的齿形。按展成法原理可加工各种锥齿轮。
齿轮加工 齿轮加工 齿轮加工
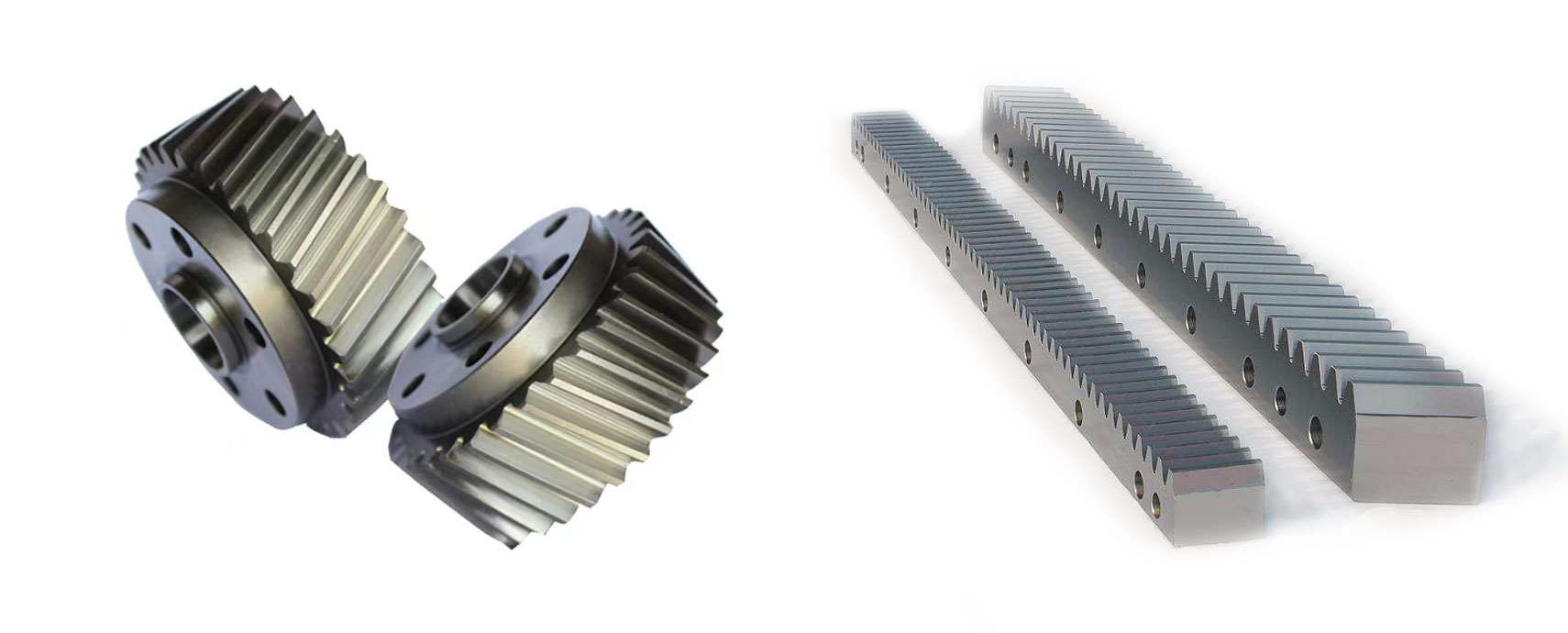
直齿锥齿轮的切齿 直齿(包括斜齿)锥齿轮齿部的切削加工主要有铣齿、刨齿、双刀盘铣齿和拉铣齿等。
铣齿 利用盘形齿轮铣刀或指形齿轮铣刀按成形法铣削锥齿轮时,由于锥齿轮的齿形、齿宽和齿高从大端到小端是逐渐变化的,而铣刀齿厚是按齿槽小端的宽度设计的,故须分2~3步才能铣出一个齿槽(图10),图中k=齿长×模数/2×节锥长(毫米)。通常先铣出全部齿槽的一个侧面,然后利用轮坯的偏移和转位,再顺次将齿槽的另一侧铣出。同一模数不同齿数的锥齿轮的齿形不同,故一把铣刀只能加工一段齿数范围的锥齿轮。铣齿生产率较低,加工精度为 9级(按JB180-60,下同),适于单件或小批量加工精度要求不高的锥齿轮。
刨齿 有仿形法和展成法两种。仿形法刨齿是利用一块将被切齿形放大了的靠模板,控制单刃刨刀的刀尖运动轨迹切出齿形 (图11)。展成法刨齿是利用成对刨刀分别刨削轮齿的两个侧面(图12),刨刀刀刃往复运动的轨迹代表假想冠轮的齿面。刨齿的精度可达7~8级,加工模数范围为 0.3~20毫米,生产率虽低于双刀盘铣齿,但刀具制造简单。刨齿在直齿锥齿轮加工中应用最广。
齿轮加工 齿轮加工 齿轮加工
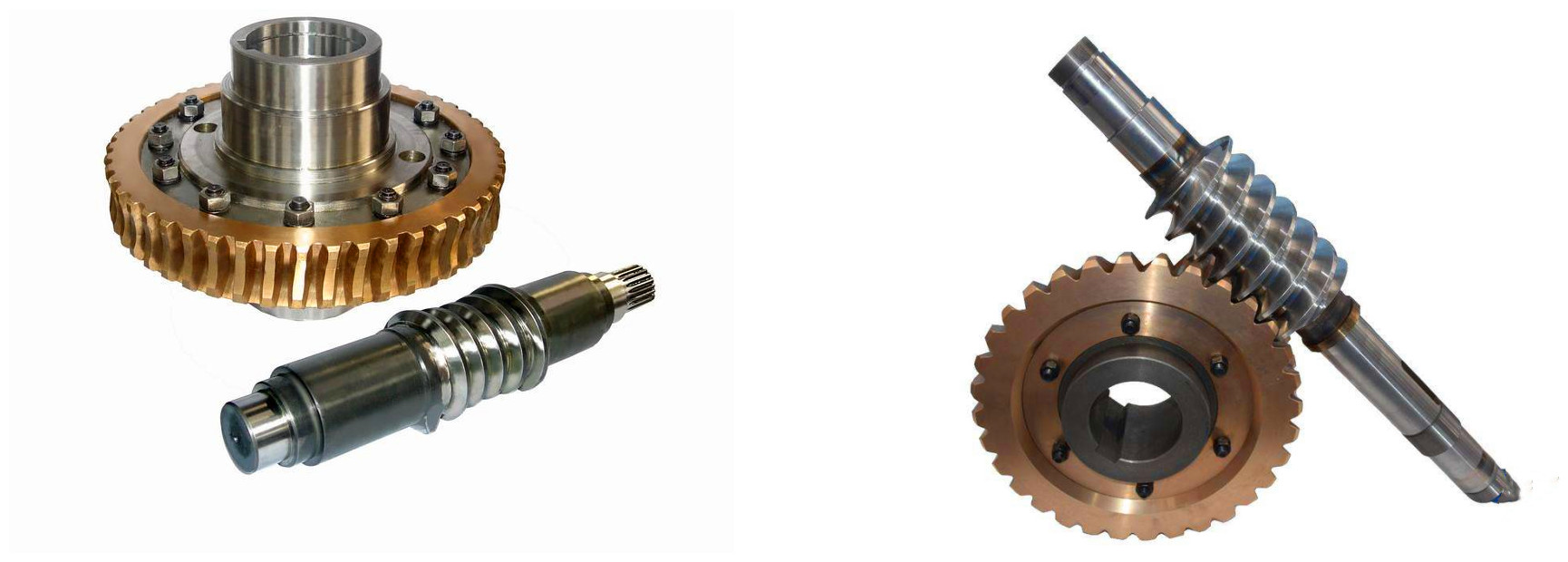
双刀盘铣齿 利用一对直线刃口在凹锥面上的盘铣刀的刀齿互相交错地分别铣削一个齿槽的两个侧面 (图13), 铣出的齿面略带鼓形。展成运动可由工件单独完成,也可由工件与刀具共同完成。由于成对盘铣刀与工件之间无齿长方向的相对运动,切出齿槽的底部是圆弧形的,故模数和齿长都受到限制。双刀盘铣齿一般用以加工中、小模数(m ≤6毫米) 的锥齿轮。双刀盘铣齿生产率较高,但刀具较复杂,适用于成批生产。
拉铣齿 利用一把大直径的拉- 铣刀盘在回转一周中,从实体轮坯按成形法完成一个齿槽的粗切和精切。在精切刀齿之后,刀盘上有一段不装刀齿的圆弧空间供工件分齿;也有用两把刀盘分别进行粗切和精切的。拉铣齿的生产率很高,但切出的齿形是近似于渐开线的圆弧曲线,精度较低;且拉-铣刀盘是专用刀具,结构复杂,制造困难。拉铣齿常用于大批量生产汽车后桥中的差动齿轮。
曲线齿锥齿轮的切齿 曲线齿锥齿轮包括格利森齿制的弧齿锥齿轮和厄利康、克林根贝格齿制的延长外摆线齿锥齿轮两种,各有不同的切齿方法。
弧齿锥齿轮的铣齿 也称格利林切齿法(图14)。用格利森铣刀盘按展成法加工,刀盘各刀齿的旋转轨迹代表假想冠轮(平顶或平面冠轮)的轮齿表面。在机床摇台(一种展成运动机构)与被加工齿轮作相对滚动中完成一个齿槽(或一个齿侧面)的切削,分齿后再切削另一个齿。这种加工方法称为间断展成法。按所用刀具结构和切削轮齿各部分的顺序不同,弧齿锥齿轮切齿有多种方法,常用的有4种。①单刀号单面切削法:利用一把双面铣刀盘分别粗切大轮和小轮的轮齿;再利用同一刀盘的外刀齿精切大轮轮齿的凹面;然后用该刀盘的内刀齿精切大轮轮齿的凸面。小轮轮齿的凹面和凸面的精切也用同一刀盘按大轮的轮齿配切。用这种方法切出的齿轮质量(特别是齿面接触区)较差,生产率也较低。但所用刀具和机床较少(即大、小轮轮齿的粗、精切只用一把刀具在一台机床完成),这种方法适于单件小批生产质量要求不高的锥齿轮。②单面-双面切削法:利用一把双面粗切刀盘和一把双面精切刀盘分别承担大轮的粗、精切;另用三把刀盘,其中一把承担小轮的双面粗切,其余两把分别承担小轮凹面和凸面的单面精切。加工时,若只用一台机床,需将上述五把刀盘依次装到机床上铣削大轮或小轮的齿面,这种方法称为单台单面-双面切削法;若用五台机床,则每道工序都在固定的机床上进行,这种方法称为固定安装法,生产率很高,齿面质量(接触区和粗糙度)也较好,适用于大批量生产。③半展成法:当大、小轮齿数之比小于2.5时,大轮可采用端面拉刀盘按成形法切齿,切出的齿廓是直线形的;而小轮轮齿的凹面和凸面需分别按展成法切出,而且要作相应的修正。④双重双面法:大、小轮齿槽两侧面的粗、精切都用双面刀盘切出。若用四台机床和四种刀盘,则生产率比"固定安装法"更高,但接触区不易控制,切出的轮齿质量也较差,这种方法适用于模数小于2.5毫米的弧齿锥齿轮的大批量生产。
延长外摆线齿锥齿轮的铣齿 有厄利康铣齿法和克林根铣齿法两种。
厄利康铣齿法(图15)是用厄利康铣刀盘按展成法连续分齿铣出齿面。铣刀盘的端面有按螺旋线排列的若干组刀齿。铣刀盘旋转时每组刀齿形成假想冠轮的一个齿,铣刀盘的旋转与工件保持一定的速比关系。当第一组刀齿切过一个齿槽后,第二组刀齿即切下一个齿槽,这样连续循环,即可切出全部齿槽。由机床摇台的回转和工件的附加旋转结合而成的展成运动,使工件获得所需齿形。铣齿时,粗、精切一次完成,铣出的齿是等高齿。


