


河北京齿机械-齿轮加工方法:齿轮毛坯经过滚齿或插齿后,齿轮零件的齿形往往是精加工的。磨齿主要用于精加工硬化齿轮。因为磨齿可以修正齿轮预加工的各种误差,所以加工精度高。磨齿后精度一般能达到6级以上。下面分享河北京齿机械磨齿加工的方法。
1.连续索引和生成方法
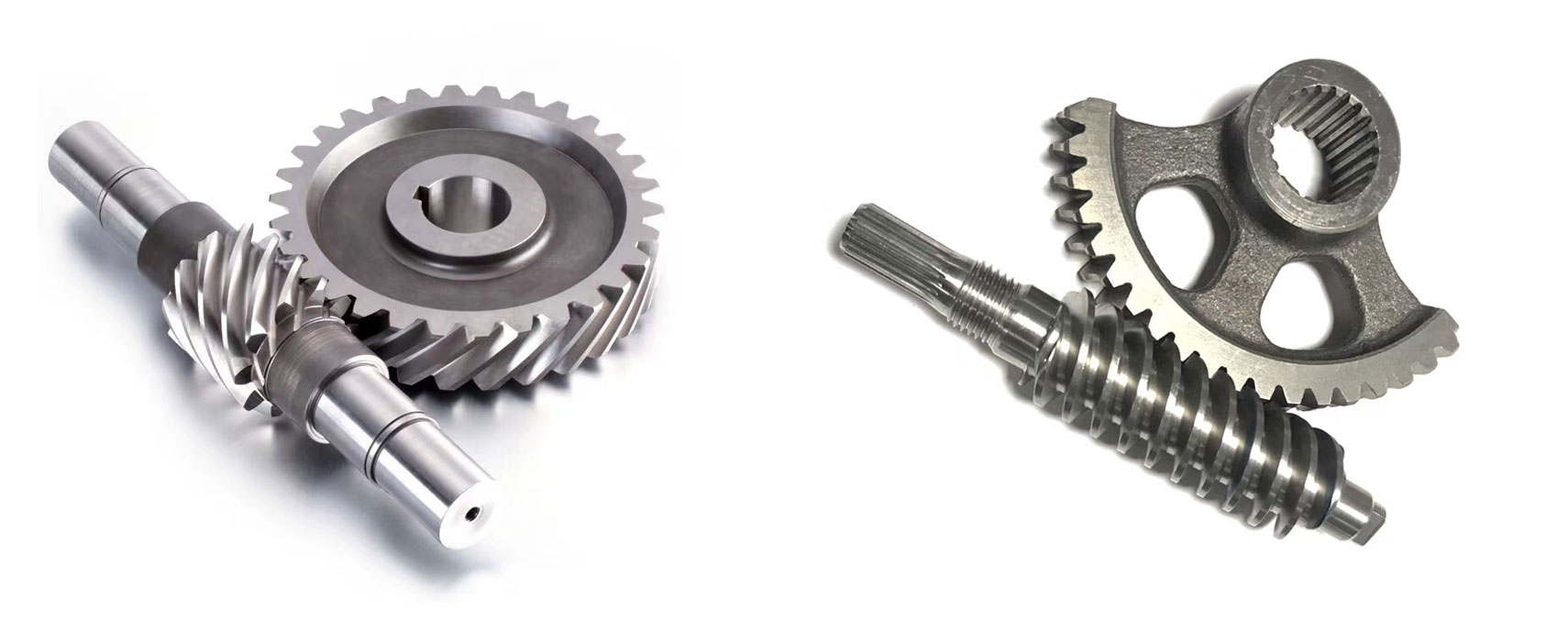
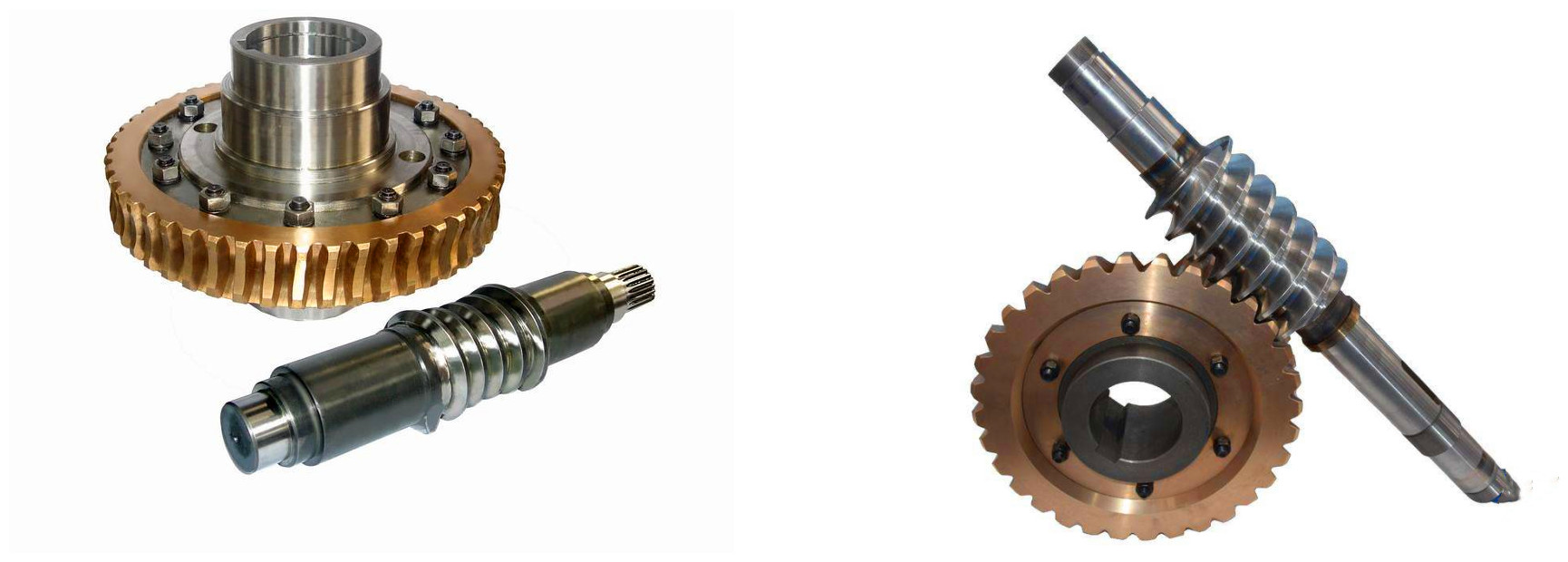
用连续分度展成法工作的磨齿机,是用蜗轮来磨齿的,故称蜗轮磨齿机。其工作原理与滚齿机相同,但轴向进给运动一般由工件完成。由于在加工过程中连续磨削,其生产率是各种磨齿机中高的。其缺点是砂轮修整困难,难以达到高精度。磨削不同模数的齿轮时,需要更换砂轮。连接砂轮和工件的传动链中每个传动环节速度都很高,机械传动容易产生噪音,磨损快。这种磨齿方法适用于中小模数齿轮的批量生产。
2.单齿分度展成法
根据砂轮的形状,有锥形砂轮磨床、碟形砂轮磨床等。可以用在这种研磨方法中。它们的工作原理是一样的,都是利用齿条齿轮的啮合原理来磨齿。加工时,被切齿轮来回滚动一次,完成一个或两个齿面的磨削,所以需要多次分度加工,才能完成所有齿面的加工。
3.用圆盘砂轮磨齿
圆盘磨削法加工精度高。主要原因是砂轮的工作刃很窄,磨削接触面积小,磨削力和热量也很小。机床配有砂轮自动修整补偿装置,使砂轮始终保持锋利和良好的加工精度。因此磨削精度高,可达4级,是各类磨床中高的。其缺点是砂轮刚性差,磨削量有限,生产率低。
4.用锥形砂轮磨齿
圆锥砂轮磨齿机的生产率比圆盘砂轮磨齿机高,主要是因为圆锥砂轮的刚性更高,可以选择更大的切削量。其主要缺点是砂轮形状不易精确修整,磨损快且不均匀,加工精度低。
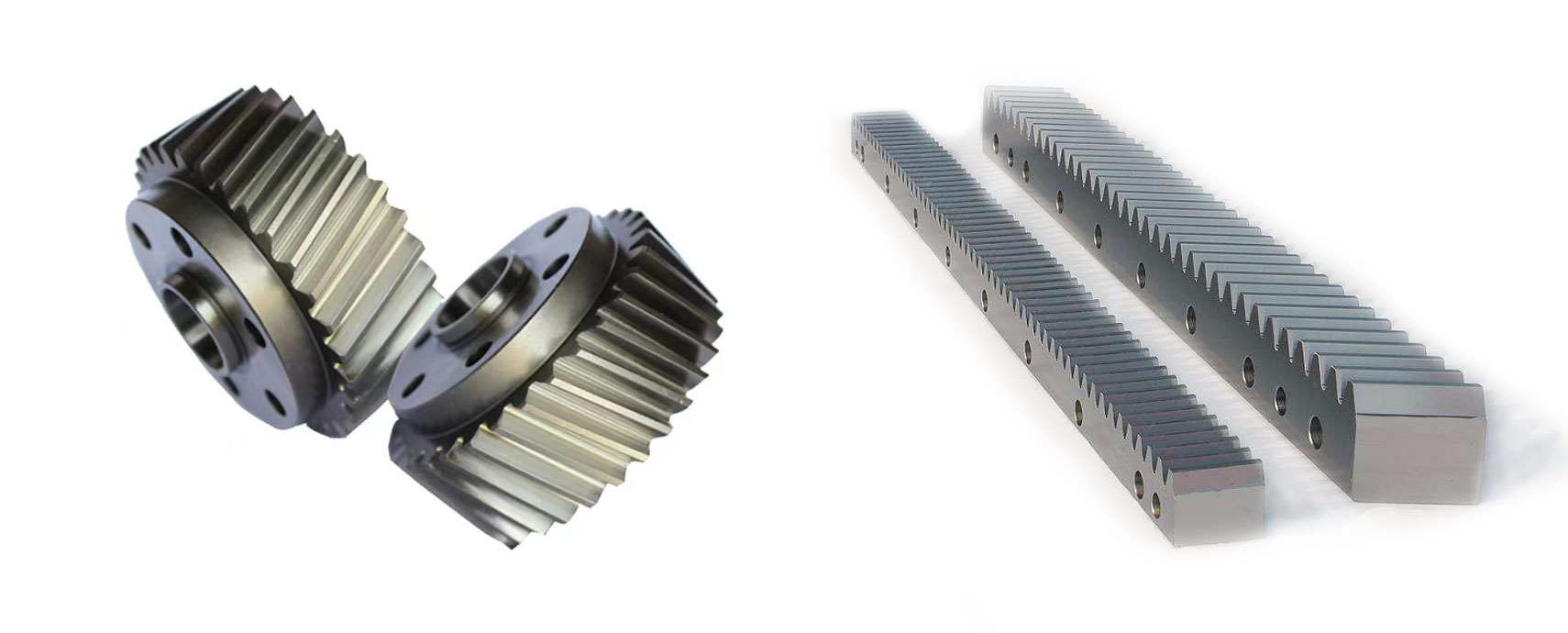
河北京齿机械科技科技有限公司专业精密传动件供应商,产品涵盖:精密齿轮,齿条,同步带轮,蜗轮蜗杆,丝杠丝母,花键轴套,链轮等传动件,可以根据图纸或样品非标订制加工。广泛应用于制药,食品,包装,印刷,机器人,卫星,医疗,罐装,输送,矿山等行业机械设备领域!


